
Rivista del settore vernici e rivestimenti: verso zero problemi di qualità delle vernici automobilistiche con il monitoraggio della viscosità in tempo realeoring e Controllo
Verso zero problemi di qualità della vernice automobilistica con il monitoraggio della viscosità in tempo realeoring e Controllo
Attraverso tutti i progressi nella progettazione e produzione automobilistica nel corso degli anni, c'è stata una costante: l'estetica del veicolo è un fattore critico nelle decisioni di acquisto dei consumatori. La consistenza delle finiture, la qualità e la varietà giocano un ruolo fondamentale durante un acquisto. I processi di rivestimento e finitura automobilistici utilizzano tecnologie avanzate per produrre superfici durevoli, finiture di alta qualità, massimizzando l'efficienza e rispettando le normative ambientali. La quantità e la qualità della vernice e del rivestimento hanno un evidente impatto sui costi di produzione, vendita e manutenzione. Problemi di qualità possono portare rapidamente a insoddisfazione del cliente, costosi richiami e problemi di responsabilità. 1 Tuttavia, garantire la corretta qualità della vernice e del rivestimento è facile e semplice come un solo clic.
La corretta viscosità della vernice è la chiave per una buona qualità di finitura. I parametri di prestazione sono tutti collegati direttamente alla viscosità del rivestimento liquido nel punto di applicazione. Questi includono la costruzione del film di rivestimento, l'efficienza del trasferimento della vernice, lo spessore e la deposizione del rivestimento, la corrispondenza dei colori, le qualità della superficie finita e la resistenza chimica. La viscosità è il principale fattore che influenza lo spessore e l'aderenza del rivestimento. Un adeguato controllo della viscosità garantisce la qualità e la durata del rivestimento, aiutando a soddisfare le massime esigenze di qualità e produttività del processo di verniciatura.
Nei moderni processi di rivestimento automobilistico, il rivestimento anti-scheggiatura, la superficie di primer, la mano di fondo e il rivestimento trasparente vengono tipicamente applicati a spruzzo, richiedendo quindi l'uso di atomizzatori. La qualità dell'atomizzazione influenza la qualità del rivestimento spruzzato. L'applicazione a spruzzo richiede una viscosità più bassa possibile per ottimizzare l'atomizzazione. Tuttavia, se la viscosità è troppo bassa, si verificherà un cedimento del film sulle superfici verticali, con conseguenti irregolarità nel rivestimento. Ciò richiede finiture con proprietà reologiche complesse. Devono avere una bassa viscosità durante la spruzzatura e una viscosità molto più elevata quando il materiale atterra sulla superficie da rivestire. Inoltre, la viscosità della vernice dipende dalla temperatura, quindi il mantenimento della qualità della finitura richiede la compensazione della viscosità per la temperatura ambiente del processo.
Tradizionalmente, la viscosità nelle operazioni di verniciatura a spruzzo viene eseguita utilizzando una tazza di efflusso. L'operatore riempie la tazza di vernice e misura il tempo necessario per lo svuotamento della tazza. Più lungo è il tempo, maggiore è la viscosità. Questo di solito viene fatto a intervalli di 15 minuti o più, in modo che le deviazioni nella viscosità della vernice possano essere rilevate solo dopo che una notevole quantità di vernice è stata spruzzata. Inoltre, il controllo della temperatura delle misurazioni della tazza è difficile se non impossibile, portando a discrepanze possibilmente ampie tra i valori misurati e la viscosità effettiva nel punto di applicazione.
Al contrario, monitoring La viscosità in linea di un rivestimento si traduce in una maggiore qualità del rivestimento, maggiori rendimenti, risparmi significativi nell'uso di rivestimenti e solventi e una riduzione al minimo dei tempi di inattività del processo di rivestimento, rispetto alle tradizionali misurazioni offline con la tazza di efflusso.
La variazione di temperatura porta a cambiamenti di viscosità nei materiali della vernice, con conseguenti differenze strutturali o cedimenti. Nella maggior parte dei sistemi di verniciatura c'è una tendenza alla sedimentazione dei componenti leganti e pigmenti contenuti. Un materiale di pittura disomogeneo porta inevitabilmente a un risultato di verniciatura inadeguato. I componenti di vernice depositati possono causare intasamenti e il graduale blocco delle linee. I componenti della vernice sfaldati provocano lo sporco della pellicola di vernice. La tabella 1 mostra alcuni dei tipici difetti della vernice e del rivestimento delle auto e le loro cause.
La coerenza del rivestimento tra le linee di verniciatura in fabbrica può essere ottenuta anche a temperature e condizioni di evaporazione variabili attraverso l'automazione del sistema di dosaggio con un controller che utilizza misurazioni della viscosità continue e in tempo reale.
Sfide del processo di verniciatura e rivestimento
Le aziende automobilistiche e i verniciatori riconoscono la necessità di monitorare la viscosità, ma effettuare tale misurazione al di fuori del laboratorio ha rappresentato negli anni una sfida per gli ingegneri di processo e i dipartimenti di qualità. Viscosimetri rotazionali, reometri e monitor della temperatura da laboratorio esistentioring i sistemi hanno poco valore negli ambienti di processo. La viscosità è direttamente influenzata dalla temperatura, dalla velocità di taglio, dalle condizioni di flusso, dalla pressione e da altre variabili che sono molto diverse per i campioni di laboratorio rispetto a quelle del processo reale. La strumentazione tradizionale come le tazze a flusso, le tazze a immersione, i viscosimetri rotazionali, i viscosimetri a cono e a piastra e i viscosimetri a bolle sono lenti, richiedono molta manodopera, richiedono tempo e sono soggetti a imprecisioni.
Le vernici si assottigliano tipicamente, avendo una viscosità inferiore a velocità di taglio più elevate. Ciò è vantaggioso per le prestazioni della vernice, poiché è importante che la vernice venga applicata come uno strato uniforme e che rimanga in posizione una volta applicata. Ma i viscosimetri convenzionali non raggiungono le elevate velocità di taglio riscontrate nel processo di spruzzatura, quindi possono fornire solo indirettamente informazioni sulle prestazioni della vernice nel punto di applicazione. Anche la temperatura è una variabile cruciale nel determinare la viscosità, ma le misurazioni della tazza non hanno né misurazione né controllo della temperatura, quindi non possono essere confrontate direttamente con la temperatura di spruzzatura effettiva. Ciò può portare a variazioni nella qualità del rivestimento al variare della temperatura del processo.
Misurazione della viscosità in linea accurata e reattiva
La misurazione automatizzata della viscosità in linea consente il monitoraggio continuooring di vernice nel punto di applicazione. Consente il controllo della viscosità della vernice per garantire una qualità uniforme del prodotto finito. Rheonics'Viscosimetro SRV 2 è un risonatore torsionale bilanciato 3 Viscosimetro di processo compatto in linea con misurazione della temperatura del fluido integrata (Figura 1). Con un tempo di misurazione di un secondo, rileva le fluttuazioni di viscosità nel flusso di processo in tempo reale, consentendo di intraprendere azioni correttive non appena si verificano deviazioni. Gestione della viscosità in linea con Rheonics SRV può aiutare ad alleviare i problemi più comuni del rivestimento delle automobili come buccia d'arancia, opacità e chiazze, variazioni di colore e pop di solventi che possono influire negativamente sulla qualità della finitura dell'automobile.

FIGURA 1: Rheonics viscosimetro in linea, SRV.
Il fattore di forma compatto dell'SRV consente l'installazione diretta nella linea di verniciatura, vicino al punto di applicazione. Il sistema rimane chiuso; la vernice non ha bisogno di essere maneggiata o trasferita per effettuare una misurazione della viscosità. I sensori con fattore di forma ridotto, adatti ad ambienti pericolosi, semplificano l'installazione e la manutenzione. Non sono presenti materiali di consumo, campionamento e non è necessaria alcuna pulizia. La misurazione è continua e fornisce un chiaro segnale di viscosità che può essere utilizzato per il monitoraggiooring controllo della viscosità della vernice e registrazione della viscosità per facilitare la diagnosi dei problemi di qualità.
Rheonics i sensori risonanti hanno velocità di taglio intrinsecamente elevate, ben al di sopra del plateau di taglio elevato dei tipici sistemi di verniciatura. Questi sensori risonanti misurano le viscosità che riflettono il comportamento delle vernici alle velocità di taglio dell'applicazione, anziché fornire misurazioni indirette che devono essere corrette per tentativi ed errori per riflettere le condizioni effettive della verniciatura.
Fornisce letture della viscosità con compensazione della temperatura
Rheonics i sensori sono dotati di misurazione della temperatura integrata, consentendo di monitorare la temperatura della vernice nel punto di applicazione. Ciò consente la regolazione delle letture della viscosità su un valore di viscosità compensato dalla temperatura, che è essenziale per stimare il carico di pigmento dalle misurazioni in tempo reale.
I vantaggi esclusivi dell'SRV per le applicazioni di verniciatura e rivestimento automobilistico includono:
- Funziona in modo accurato con vernici e rivestimenti sia a base di solvente che a base d'acqua.
- Testa del sensore robusta e sigillata ermeticamente. L'SRV può essere pulito in linea o con uno straccio inumidito con solvente, senza necessità di smontaggio o ricalibrazione.
- Nessuna parte in movimento che invecchia o si sporca con i sedimenti di vernice.
- Non influenzato dalle condizioni di montaggio - può essere montato in qualsiasi parte del sistema di verniciatura.
- Insensibile al particolato; nessun problema di sporcizia o eventuali fessure strette nel sensore.
- Tutte le parti bagnate sono in acciaio inossidabile 316L: nessun problema di corrosione con vernici, additivi o solventi commerciali.
- Certificato secondo ATEX e IECEx come
intrinsecamente sicuro - può essere utilizzato in tutti
operazioni a base di solventi. - Ampia gamma operativa e semplice integrazione - L'elettronica del sensore e le opzioni di comunicazione lo rendono estremamente facile da integrare ed eseguire in PLC industriali e sistemi di controllo.
- Software potente – Rheonics Il software PaintTrack è comodo e intuitivo ed è alimentato da un sistema AI proprietario, avanzato e di quinta generazione per il blocco e l'esecuzione con un semplice clic. Supporta più HMI per operatore, supervisore della produzione, responsabile della qualità e visualizzazione della gestione. Progettato per il controllo automatizzato degli strumenti e l'acquisizione dei dati in ambiente di fabbrica (Figura 2).
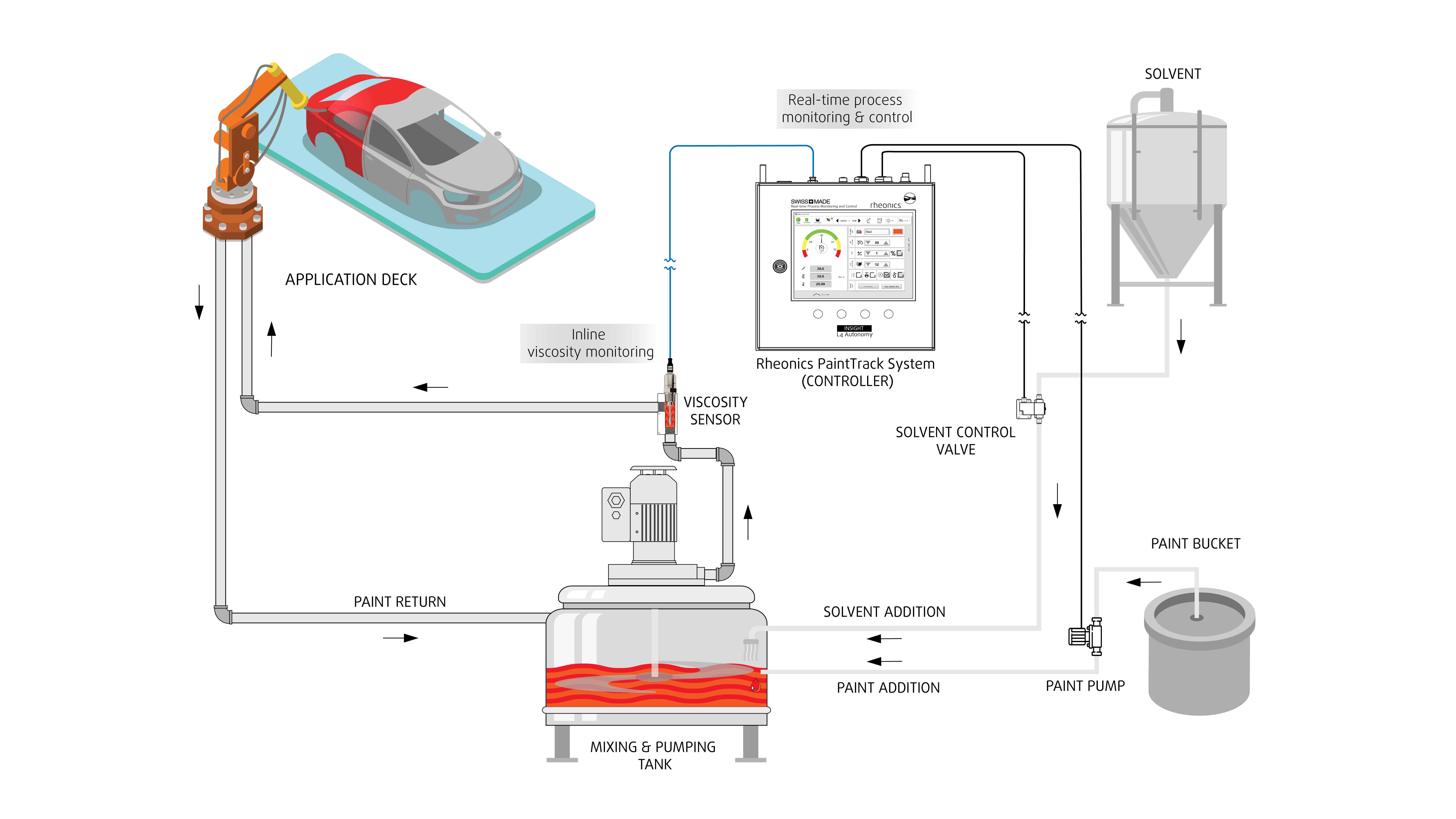
FIGURA 2: Rheonics Viscosimetro in linea e sistema PaintTrack che mostrano l'integrazione in linea del viscosimetro nel processo di rivestimento automobilistico.
Panoramica completa del sistema e controllo predittivo
Rheonics sensori risonanti, insieme a Rheonics Il sistema di controllo e il software PaintTrack rendono possibile il controllo in linea della viscosità, compensata dalla temperatura, di primer e rivestimenti in più linee di verniciatura. L'uniformità del rivestimento attraverso le linee di verniciatura in fabbrica può essere ottenuta anche a temperature e condizioni di evaporazione variabili attraverso l'automazione del sistema di dosaggio con un controller che utilizza misurazioni continue della viscosità in tempo reale.
I principali vantaggi del software e del sistema di controllo PaintTrack includono:
- Riduci ed elimina i tempi di configurazione e gli scarti caricando lavori pre-eseguiti per ordini ripetuti.
- Migliora la qualità della verniciatura e riduci i costi: ottieni la consistenza del colore, riduci gli errori di rivestimento assicurando le proprietà della vernice corrette durante il processo.
- Automazione completa per una maggiore produttività ed efficienza: massimizza la velocità di verniciatura, diminuisci la dipendenza dalle regolazioni manuali della macchina e dalle tecniche di misurazione manuali.
- Precisione e ripetibilità robuste: nessuna manutenzione, nessuna ricalibrazione = nessuna attenzione necessaria.
- Viscosità con compensazione della temperatura con controllo predittivo di tracciamento proprietario: soluzione che blocca con precisione il colore e la qualità del rivestimento dall'inizio alla fine di ogni lavoro con risultati ripetibili.
- Puoi togliere la tazza dall'equazione: il processo di rivestimento è impostato su standard scientifici, una precisione e una risoluzione 100 volte maggiori rispetto alle tazze di efflusso medie.
Conclusione
- Viscosimetri vibrazionali, come il Rheonics SRV, si avvicinano di più alla corrispondenza delle velocità di taglio elevate nell'applicazione di vernice spray rispetto ai viscosimetri rotazionali o a tazza. Pertanto, le misurazioni con l'SRV si avvicinano di più alla previsione del comportamento della vernice nelle condizioni effettive di spruzzatura.
- Controllo della viscosità in linea con SRV e Rheonics PaintTrack consente il controllo continuo della viscosità, effettuando le diluizioni necessarie in tempo reale. La qualità del rivestimento è garantita dall'inizio di un nuovo tamburo fino alla sua fine.
- Rheonics SRV e PaintTrack controllano la viscosità effettiva compensata dalla temperatura, un fattore predittivo chiave del contenuto di pigmenti e della qualità del rivestimento finale.
Riferimenti
- https://www.autoblog.com/2020/05/04/tesla-model-y-paint-issues-fix-detail-video/
- Viscosimetro in linea SRV: https://rheonics.com/products/inline-viscometer-srv/
- Principio di funzionamento SRV: https://rheonics.com/whitepapers/
Panoramica
Rivista dedicata al settore delle vernici e dei rivestimenti - PCI (https://www.pcimag.com/) pubblica un articolo di approfondimento che tratta il Rheonics viscosimetro in linea SRV e PaintTrack. L'articolo illustra come è possibile ottenere l'uniformità del rivestimento attraverso le linee di verniciatura in fabbrica anche a temperature e condizioni di evaporazione variabili attraverso l'automazione del sistema di dosaggio con un controller che utilizza misurazioni continue della viscosità in tempo reale.
Trova il link alla pubblicazione.
Nota applicativa correlata

Controllo e ottimizzazione della qualità di verniciatura e rivestimento automobilistico
Attraverso tutti i progressi nella progettazione e produzione automobilistica nel corso degli anni, c'è stata una costante: l'estetica del veicolo è un fattore critico nella decisione di acquisto di un consumatore. La consistenza, la qualità e la varietà delle finiture dei veicoli giocano un ruolo fondamentale durante ...
{kind=link}

