Stima della velocità di taglio effettiva del viscosimetro di processo in linea SRV e del densimetro SRD
Rheonics I sensori di tipo SR sono strumenti in linea per misurare la viscosità e la densità di un fluido in tempo reale, nonché la temperatura e i derivati da questi valori. Rheonics offre il viscosimetro da processo SRV per misurare la viscosità e il densimetro in linea SRD per i valori di densità e viscosità di un fluido. Entrambe le sonde dei sensori sono compatte, leggere e sigillate ermeticamente, il che le rende adatte a tutti i processi industriali che coinvolgono liquidi.
Entrambi i sensori SRV e SRD si basano sulla tecnologia del risonatore torsionale bilanciato (BTR). Entrambi i sensori misurano ed emettono misurazioni della viscosità del fluido con cui sono in contatto. Per i fluidi newtoniani si ottiene la stessa viscosità indipendentemente dallo strumento utilizzato. Tuttavia, per i fluidi non newtoniani, questo non è il caso e strumenti diversi misurano valori diversi di viscosità; ciò spesso non è dovuto all'imprecisione dello strumento stesso, ma alla dipendenza della viscosità dal taglio e al fatto che strumenti diversi effettuano misurazioni a livelli diversi. velocità di taglio.
A causa di questa dipendenza dalla viscosità della viscosità per i fluidi non newtoniani e per consentire un confronto tra diversi viscosimetri (spesso tra viscosimetri di processo come SRV e strumenti di laboratorio come viscosimetro rotazionale o reometro), è opportuno comprendere la velocità di taglio effettiva alla quale SRV oppure SRD sta effettuando le misurazioni. L'analisi seguente menziona l'SRV ma è ugualmente valida per l'SRD.
1. Come funziona il viscosimetro da processo SRV o il densimetro SRD?
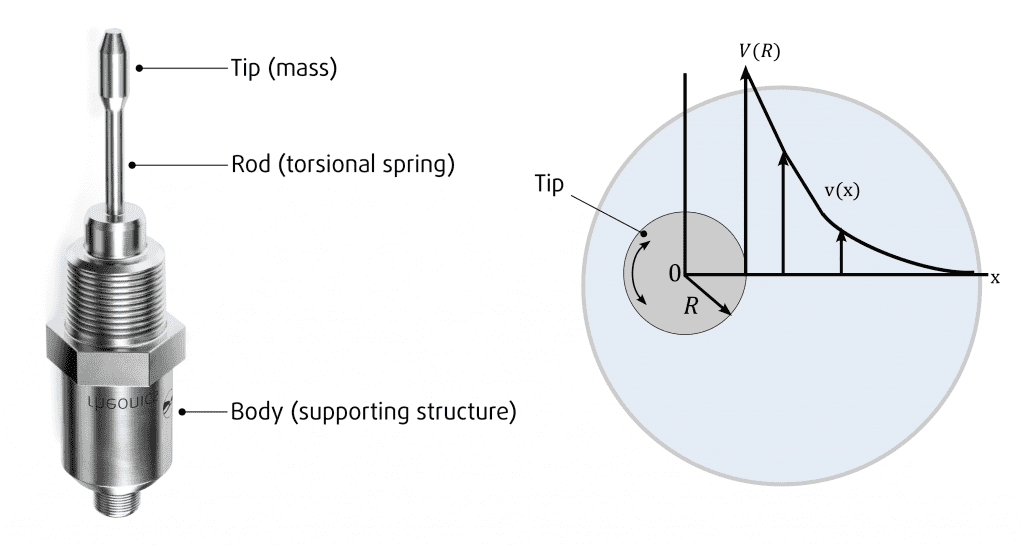
L'elemento sensibile del sensore SRV è costituito da un'asta e una massa fissata alla sua estremità, questa asta e la punta sono circolari e cilindriche. L'altra estremità è collegata al corpo che contiene i trasduttori per l'eccitazione e il rilevamento.
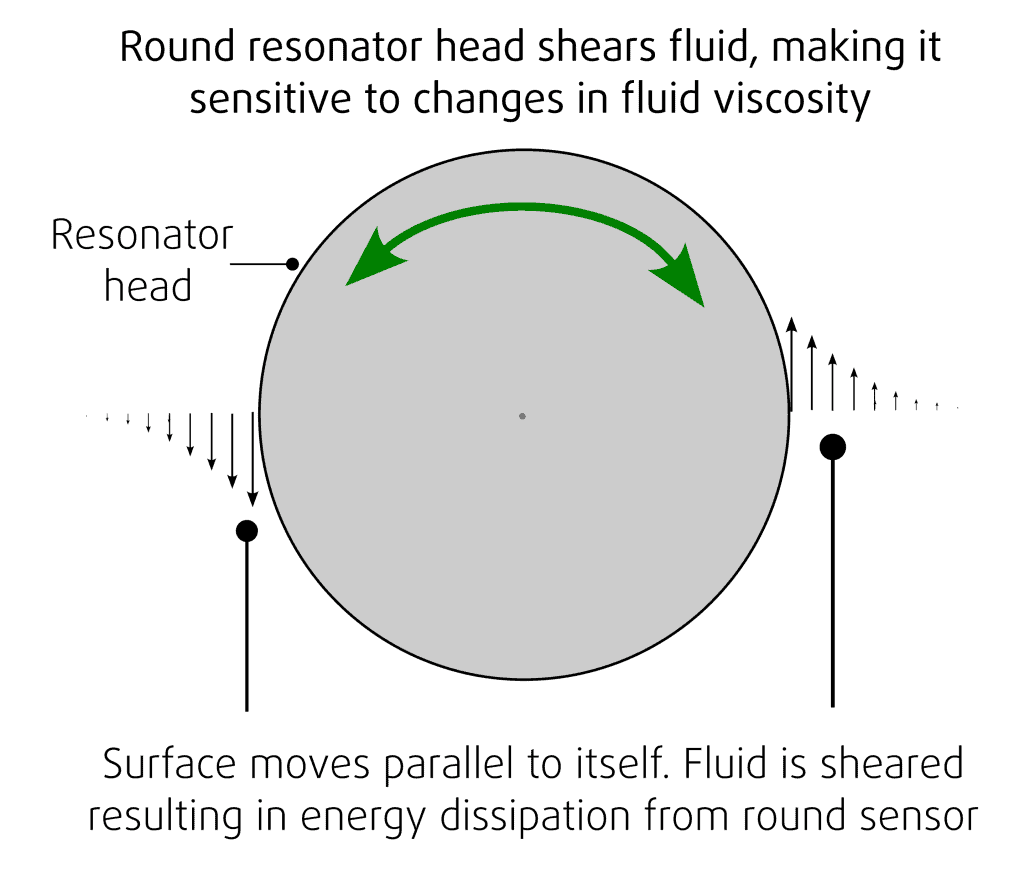
Il sensore vibra in torsione, i risonatori torsionali sono più stabili e meglio isolati dal loro ambiente meccanico. I risonatori torsionali cilindrici vibrano parallelamente alle proprie superfici. Sono influenzati dalle forze di taglio e sono quindi principalmente sensibili alle forze dissipative (smorzamento viscoso) piuttosto che agli effetti del carico di massa (spesso indicato anche come smorzamento inerziale).
2. Perché la velocità di taglio è rilevante per il viscosimetro di processo?
La viscosità di un fluido non newtoniano può cambiare a seconda della velocità di taglio a cui è sottoposto. Ciò significa che un unico valore di viscosità non può essere associato a questo tipo di fluidi in tutti gli stati (es. statico, scorrevole a velocità diverse).
I viscosimetri da laboratorio spesso consentono agli utenti di modificare la velocità di taglio o la velocità di rotazione alla quale viene misurata la viscosità. Rheonics SRV e SRD hanno una velocità di taglio solitamente molto più elevata di quella degli strumenti di laboratorio e gli utenti non possono modificarla.
È possibile avere un'idea qualitativa dell'intervallo di taglio previsto per i sensori di viscosità SRV e i calcoli sono mostrati in questo articolo. Ciò aiuta a qualificare (e in una certa misura quantificare) le condizioni in cui viene misurata la viscosità e a correlare le letture con altri strumenti.
Tuttavia, le correlazioni effettive tra il taglio delle misurazioni della viscosità del tipo SR e altri strumenti di laboratorio sono per lo più empiriche e potrebbero non soddisfare la stima qualitativa. La velocità di taglio stimata potrebbe non corrispondere esattamente al valore di viscosità di un reometro. Considera che Rheonics i sensori sono dispositivi di controllo del processo più di un semplice sensore di viscosità con enfasi sulla ripetibilità estremamente elevata e sulla riproducibilità delle misurazioni con una risoluzione senza pari (spesso 10-100 volte superiore rispetto agli strumenti di laboratorio).
3. Stima dello Shear Rate del viscosimetro a processo oscillatorio
Ci sono due parametri che sono i più importanti per la stima del taglio: l'ampiezza della velocità e lo spessore dello strato limite. È necessario calcolare i seguenti parametri.
Lo sforzo di taglio è dato da:

Equazione 1: sforzo di taglio.
Per un fluido newtoniano, η è una costante materiale caratteristica del fluido, ∂v/∂x è la velocità di taglio nel fluido Applicando le equazioni di Navier-Stokes, risolvendo in condizioni periodiche e uniassiali, la soluzione per l'ampiezza della velocità è:

Equazione 2: Ampiezza della velocità
Per un fluido newtoniano, η è una costante materiale caratteristica del fluido, ∂v/∂x è la velocità di taglio nel fluido Applicando le equazioni di Navier-Stokes, risolvendo in condizioni periodiche e uniassiali, la soluzione per l'ampiezza della velocità è:
- x: distanza dalla parete del sensore
- V: ampiezza della velocità sulla superficie del sensore, R è il raggio della punta
- δ: è lo spessore dello strato limite
- i: è radice quadrata di -1
I spessore dello strato limite si trova con l'equazione:

Equazione 2: Spessore dello strato limite
- η: viscosità dinamica
- ω: frequenza angolare
- ρ: densità del fluido
Considerando che a x=2δ la velocità scende al 13% del valore sulla superficie del sensore. La velocità di taglio γ=∂v(0)/∂x sulla superficie del sensore (x=0) segue:

Equazione 4: Velocità di taglio
Dove l'ampiezza della velocità V(R) (5) è data da:

Equazione 5: Ampiezza della velocità
- R: Distanza dall'asse vibrazionale alla superficie del sensore
- φ: Ampiezza della vibrazione angolare.
La punta dell'SRV esegue una vibrazione rotazionale sinusoidale φ attorno al suo asse di simmetria.

Equazione 5: Vibrazione rotazionale sinusoidale
Per l'SRV, la velocità V(R) è di circa 50 mm/s e la frequenza è 7500 Hz → ω=2π x 7500
Il parametro V(R) è indipendente dalla viscosità, ma dallo spessore dello strato limite del fluido δ aumenta. Il grafico seguente mostra il comportamento della velocità di taglio rispetto alla viscosità e mostra la variazione della velocità di taglio sia con la viscosità che con la densità del fluido in esame.

Applicazioni delle stime della velocità di taglio del viscosimetro di processo nei processi industriali
La velocità di taglio effettiva di un viscosimetro oscillatorio è la velocità di taglio subita dal fluido durante la misurazione. È importante stimare la velocità di taglio effettiva di un viscosimetro oscillatorio per confrontare i risultati ottenuti da diversi viscosimetri e per progettare processi industriali che coinvolgono fluidi non newtoniani.
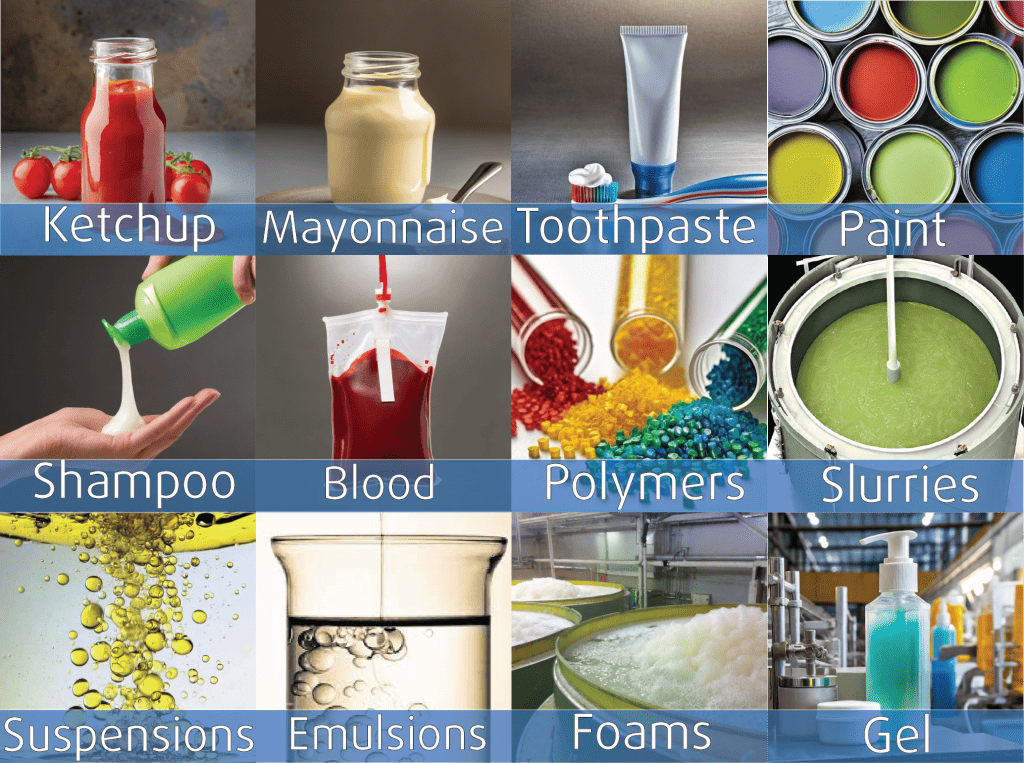
I viscosimetri da processo vibrazionali come SRV e SRD sono ampiamente utilizzati per misurare la viscosità in linea in tempo reale di fluidi non newtoniani in una varietà di settori, tra cui la lavorazione alimentare, i cosmetici e i prodotti farmaceutici.
A sinistra sono mostrati alcuni esempi di fluidi non newtoniani comunemente misurati utilizzando viscosimetri a processo vibrazionale.
Tecnologia dei sensori, principio di funzionamento e applicazioni
Viscosimetri
densimetri